Libertà progettuale,
rapidità e flessibilità produttiva
per i tuoi progetti
LE NOSTRE
TECNICHE
Model P è specializzata in svariate tipologie di lavorazioni di precisione, frutto della combinazione di manifattura artigianale e tecnologia industriale, che permettono in tempi brevi di realizzare fisicamente il prototipo di un determinato oggetto.

FDM
Stampa 3D FDM
stampa a filo
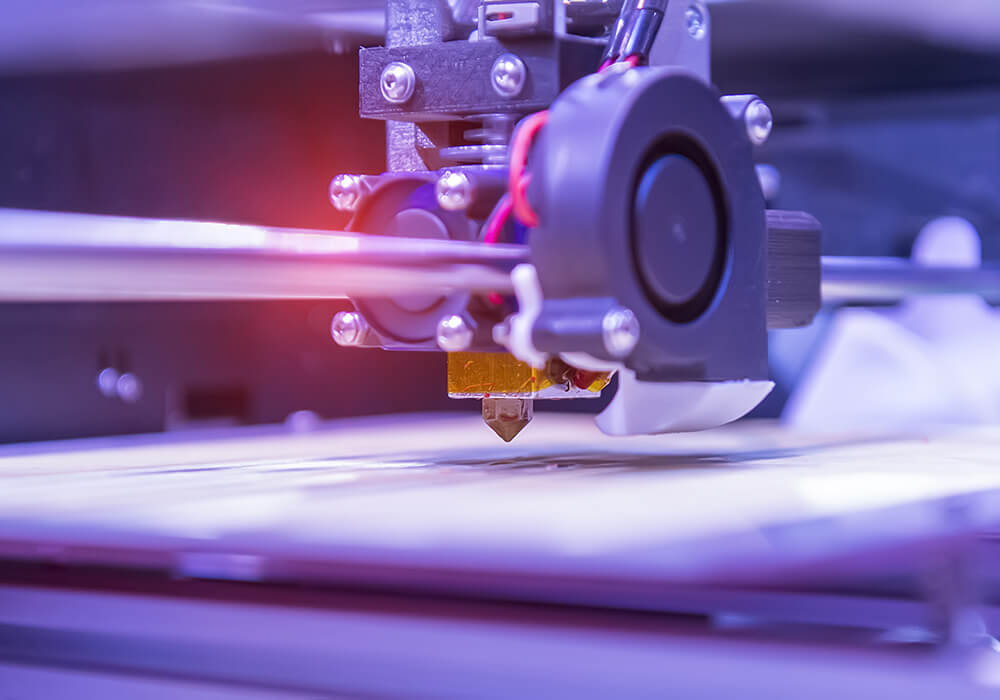
La stampa 3D FDM o modellazione a deposizione fusa è una tecnologia di produzione additiva che prevede il rilascio di materiale filamentoso termoplastico su più strati. Questa tecnica permette di realizzare particolari e prototipi di qualità e precisione con rapidità e accessibilità economica, risultando ottima per verifiche dimensionali, funzionali e di idoneità.
-
ABS
Materiale termoplastico di uso più comune per il buon rapporto qualità-prezzo. Le sue caratteristiche principali sono la buona resistenza agli urti, la durevolezza nel tempo e l’utilità nella realizzazione di particolari funzionali e dimensionali. Viene consigliato principalmente per particolari indoor. -
ASA
Materiale termoplastico di classe superiore al comune ABS. Le caratteristiche che lo contraddistinguono maggiormente sono una finitura superficiale più omogenea, la stabilità e la resistenza ai raggi UV e all’acqua. Viene consigliato principalmente per particolari outdoor. -
PC-ABS
Materiale termoplastico che simula maggiormente gli elementi della produzione e con miglior resistenza alle variazioni di temperatura, agli urti e alle trazioni. Viene consigliato per particolari meccanici e test di funzionalità. -
PLA
Materiale termoplastico composto da risorse rinnovabili e noto per il suo basso costo in termini di materia prima e velocità di realizzazione. Viene utilizzato laddove non venga richiesta una buona finitura superficiale.
SLS
Sinterizzazione laser selettiva
stampa 3D SLS
La stampa 3D SLS o sinterizzazione laser selettiva è una tecnologia di produzione additiva che prevede la solidificazione di materiale termoplastico in polvere tramite l’utilizzo di un laser ad alta temperatura. Questa tecnica permette di realizzare particolari e prototipi ad alte prestazioni con caratteristiche funzionali simili al materiale definitivo e una qualità superficiale ed estetica di alto livello.
-
Poliammide PA12
Polimero maggiormente utilizzato nel processo di sinterizzazione e che costituisce la matrice base degli altri materiali. Le sue caratteristiche principali sono la buona resistenza la rigidità, il mantenimento costante delle sue proprietà a lungo termine, le superfici lisce, l’alta risoluzione dei dettagli, la biocompatibilità e la possibilità di utilizzo nel settore alimentare. Viene consigliato principalmente per la realizzazione di particolari e prototipi a tiratura limitata. -
Polimmide PA12+fibra di vetro
Polimero composto da una base di poliammide PA12 e caricato con microsfere di vetro. Le sue caratteristiche principali sono l’ottima resistenza alle abrasioni, la maggiori rigidezza data dalle microsfere di vetro, le superfici lisce e l’accuratezza dimensionale. Viene consigliato principalmente per la realizzazione di particolari funzionali e meccanici. -
Alumide
Polimero composto da una base di poliammide PA12 e caricato di particelle di alluminio. Le sue caratteristiche principali sono l’ottima proprietà meccanica e dimensionale, l’aumento della conduttività termica che influisce nel processo di dissipazione del calore e la buona lavorabilità. Viene consigliato principalmente per la realizzazione di particolari meccanici rigidi e prototipi con una buona resistenza all’abrasione. -
Carbonmide
Polimero composto da una base di poliammide PA12 e caricato di particelle di carbonio. Le sue caratteristiche principali sono: eccellente resistenza meccanica e alla temperatura, rigidità e rapporto peso-resistenza ottimizzato. Viene consigliato principalmente per la realizzazione di particolari molto resistenti e soggetti ad eventuali fonti di calore e nei settori automotive, motorsport e aerospace. -
Poliammide PA6 MF
Polimero rinforzato mineralmente. Le sue caratteristiche principali sono prestazioni meccaniche, resistenza all’abrasione di gran lunga superiore alle altre tipologie di poliammidi e ottimo punto di fusione termica. Viene consigliato principalmente per la realizzazione di particolari e prototipi che richiedono elevate prestazioni.

SLA
Stereolitografia
stampa 3D SLA
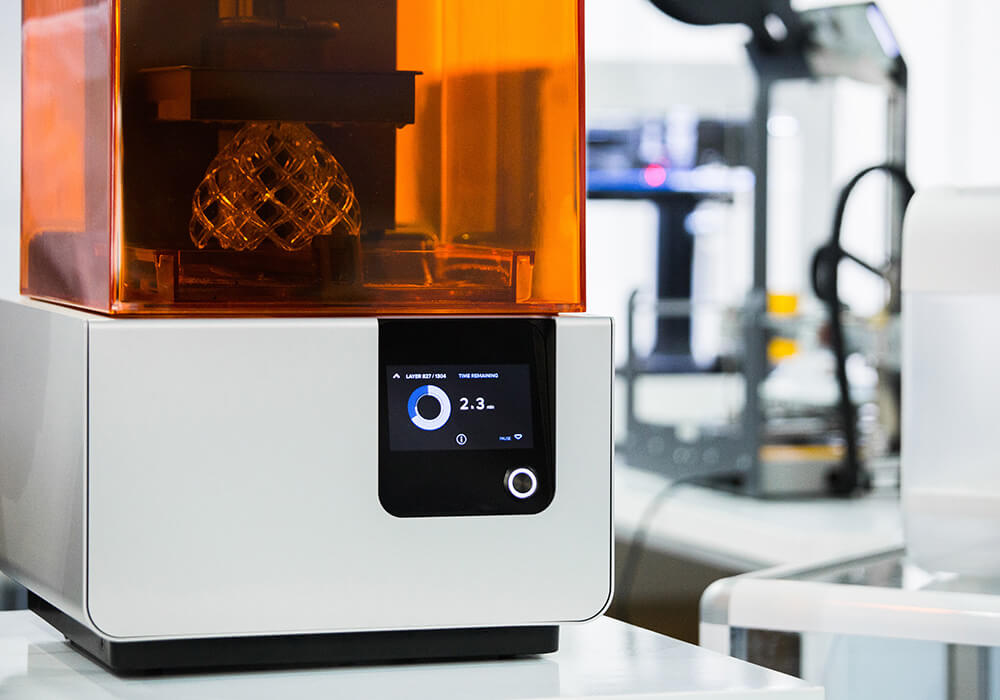
La stampa 3D SLA o stereolitografia è una tecnologia di produzione additiva che prevede la solidificazione di resina plastica tramite l’utilizzo di un laser ad alta temperatura. Questa tecnica permette di realizzare particolari e prototipi trasparenti di grande precisione dimensionale con risultati estetici di ottimo livello.
-
RP-SLA-WASH
Materiale termoplastico di uso comune per il buon rapporto qualità-prezzo. Le sue caratteristiche principali sono la trasparenza, l’alta definizione (HD), la resistenza, la rigidità e l’impermeabilità. Con operazioni di finitura dedicate, questa resina consente la realizzazione di particolari perfettamente trasparenti che simulano esteticamente quelli ottenibili con lo stampaggio di PMMA e PC trasparente. Viene consigliato principalmente per particolari e prototipi che richiedono test dimensionali e nei settori automotive, medicale ed elettronico.
3D
Stampa 3D Polyjet
La stampa 3D Polyjet è una tecnologia di produzione additiva che prevede il deposito di piccole gocce di fotopolimeri (plastica e gomme di diversa durezza), che grazie alla luce UV si solidificano. Questa tecnica permette di realizzare particolari e prototipi rifiniti e accurati con una risoluzione degli strati microscopica, pareti sottili e con la possibilità di modificare la struttura del materiale in un range di scala di durezza, combinando due o più resine di base sullo stesso oggetto.
-
Durus
Materiale termoplastico che simula il polipropilene da produzione. Le sue caratteristiche principali sono la grande resistenza agli urti e un allungamento al coefficiente di rottura pari al 44%. Viene consigliato principalmente per test di produzione. -
Tango
Materiale termoplastico che simula la gomma in tutte le sue durezze in Shore A. Le sue caratteristiche principali sono la flessibilità, la finitura simil-gomma e la possibilità di avere una gamma di durezza Shore A in base alle proprie esigenze tecniche. Viene consigliato principalmente per particolari e prototipi con rivestimento soft touch, superfici antiscivolo, componenti in simil-gomma e sovrastampaggio. -
Veroclear
Materiale termoplastico trasparente che simula il PMMA. Le sue caratteristiche principali sono la trasparenza e rigidità. Viene consigliato principalmente per la verifica del design di particolari come occhiali e coperture luminose.

VER
Verniciatura
a liquido
La verniciatura è un trattamento di rivestimento che crea una barriera protettiva tra superficie e atmosfera. Oltre a dare una finitura estetica, la sua funzione è anche quella di preservare il particolare/prototipo dall’azione di agenti atmosferici, usura e altri tipi di azioni, garantendo una durata maggiore nel tempo.
CNC
Fresatura a
CNC 5 assi
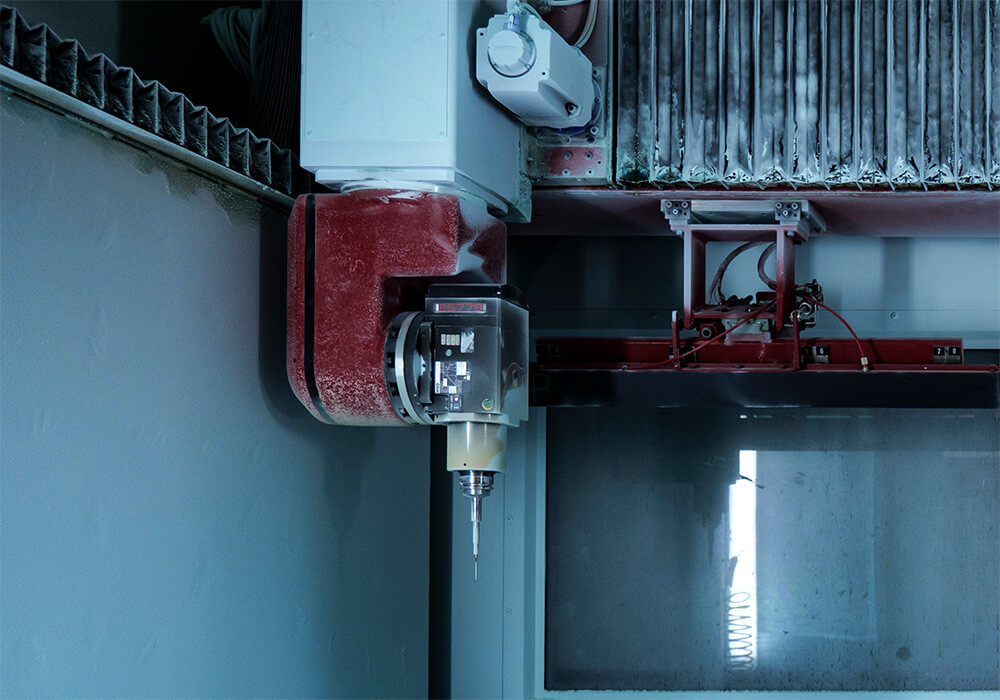
La fresatura a CNC o Computerized Numerical Control prevede l’asportazione di truciolo tramite utensili specifici che rendono possibile la lavorazione di un determinato particolare. Questa tecnica risulta efficace quando si ha la necessità di realizzare stampi di alta precisione, qualità superiore e uniformità delle superfici e in tempi ridotti.
-
Resine poliuretaniche a bassa densità
Materiale principalmente utilizzato per mock up dimensionali, per prove ergonomiche e di design. Le caratteristiche principali sono la buona stabilità dimensionale, la grande lavorabilità sia tramite controllo numerico sia manualmente e la velocità di lavorazione. -
Resine poliuretaniche a media densità
Materiale principalmente utilizzato per stampi per termoformatura a poche stampate, maschere di incollaggio, prototipi semi-estetici e particolari che richiedono trattamenti di verniciatura a liquido. Le caratteristiche principali sono la superficie semi-liscia e omogenea, la superiore resistenza agli urti rispetto alle resine a bassa densità, la compatibilità alla verniciatura e una buona definizione dei dettagli. -
Resine poliuretaniche ad alta densità
Materiale principalmente utilizzato per prototipi estetici e meccanici con elevata precisione e numero di dettagli, stampi per termoformatura a medio tiraggio, maschere d’incollaggio e di taglio, particolari che richiedano trattamenti di verniciatura e altri trattamenti superficiali. Le caratteristiche principali sono le ottime proprietà fisiche (durezza, stabilità al colore, resistenza a deformazione, abrasione e urti), una finitura superficiale completamente liscia, alto numero di dettagli e finiture derivanti da trattamenti di verniciatura, grafici e lavorazioni speciali/particolari. -
Resine epossidiche
Materiale principalmente utilizzato per modelli master e stampi per la laminazione del carbonio con successivi trattamenti per uso in autoclave. Le caratteristiche principali sono l’ottima lavorabilità e modellazione, la finitura superficiale liscia, la stabilità dimensionale e la capacità di mantenere le tolleranze anche dopo essere stato sottoposto a variazioni di temperatura. -
Metalli (alluminio, acciaio, ferro, ottone)
Materiali principalmente utilizzati per particolari, prototipi, stampi di piccole dimensioni e componenti che richiedono trattamenti di cromatura PVD, galvanica, lucidatura, spazzolatura e altre finiture superficiali. -
Materie plastiche (POM, PEEK, PMMA NEUTRO, POLIPROPILENE, NYLON e NYLON + 30% FV, HOSTAFORM, PTFE)
Materiali principalmente utilizzati per particolari estetici, meccanici, funzionali o ad uso alimentare.

SIL
Stampi in silicone
Il processo dello stampo siliconico o Vacuum casting consiste nella realizzazione di uno stampo in silicone ottenuto da un modello master, generalmente creato tramite prototipazione rapida o fresatura a CNC. Il master viene preparato tramite trattamenti superficiali di verniciatura per renderlo simile all’oggetto finale. Da questo modello si genera lo stampo siliconico e, dopo aver scelto accuratamente il materiale da colata in funzione alle caratteristiche che si vogliono ottenere dal pezzo, tramite macchinari specifici, è possibile replicare 10/20 particolari uguali al master iniziale. Questa tecnica risulta efficace quando si ha la necessità di piccole produzioni pre-serie, per testare parti meccaniche ed elettroniche per lo sviluppo intermedio di un progetto, per replicare oggetti esistenti di cui non si ha un file 3D e per realizzare pezzi di ricambio di articoli fuori produzione.
Sei interessato?
Scrivici
Se desideri avere maggiori informazioni sui prodotti e sui servizi offerti dalla nostra azienda, non esitare a contattarci.
Ti risponderemo al più presto.